
服务热线:
0512-52420862
+
 微信号:18206208510
微信号:18206208510

微信号:18206208510


-
 服务热线
服务热线
- 0512-52420873
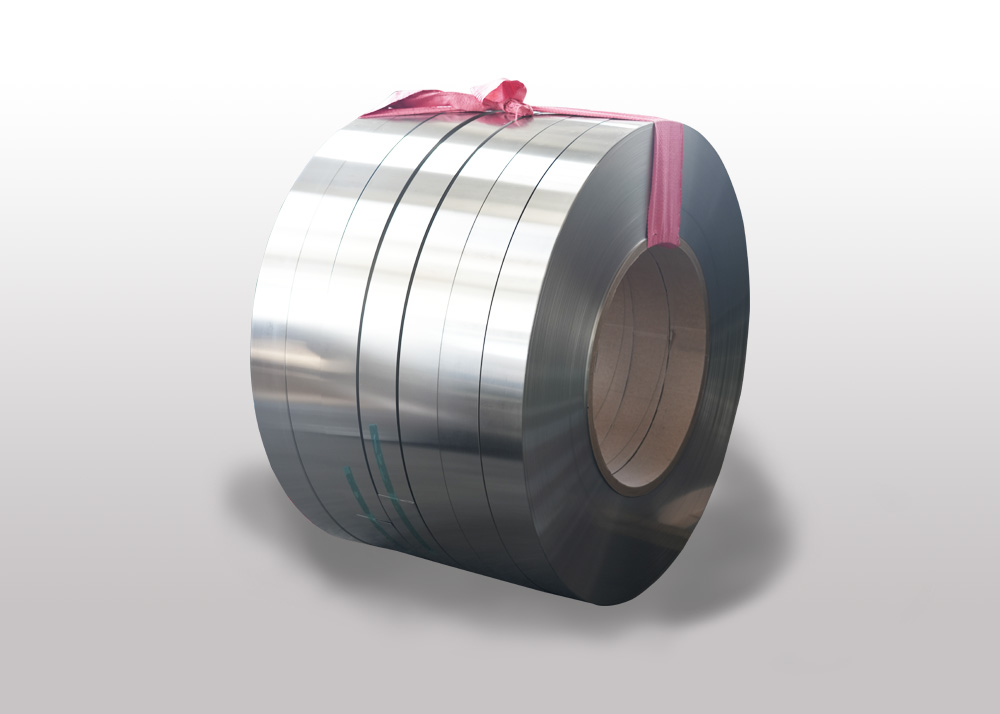
介绍一下不锈钢卷的冷轧工艺
来源:www.cnyongli.com.cn | 发布时间:2025年12月08日
不锈钢卷的冷轧工艺是在室温下对热轧不锈钢卷进行轧制加工的工序,核心目的是提升板材的尺寸精度、表面光洁度和力学性能,满足制造(如家电、汽车、精密仪器)的严苛要求。以下是其完整工艺流程、技术特点及关键控制要点:
一、 冷轧前预处理工序
预处理是保证冷轧质量的基础,直接影响后续轧制和成品性能。
1.原料准备
选用热轧不锈钢卷(厚度一般为 3–12mm)作为坯料,需进行切头、切尾、分卷,去除热轧过程中产生的不规则端部和缺陷段,保证卷料端面平整,便于后续穿带和轧制。
酸洗钝化
热轧不锈钢卷表面会形成一层氧化铁皮(黑皮),若不清除会严重损伤轧辊和成品表面。
工艺:将热轧卷浸入硫酸、硝酸 + 氢氟酸混合酸液中,通过化学反应溶解氧化铁皮;
后处理:酸洗后需进行水洗、烘干,并通过钝化处理在表面形成一层致密的钝化膜,防止冷轧前再次氧化。
2.退火处理(可选)
若热轧卷硬度较高、塑性不足,需进行中间退火,通过加热至 1050–1150℃并保温,消除热轧应力,恢复不锈钢的塑性,避免冷轧时出现开裂、起皱等问题。
二、 核心冷轧工序
冷轧的核心是在室温下通过轧辊的压力使不锈钢卷发生塑性变形,实现减薄和性能强化,分为单机架轧制和多机架连续轧制两种模式。
1.工艺流程
穿带与轧制:将预处理后的不锈钢卷送入冷轧机,通过轧辊的咬入作用,使钢带在上下轧辊之间反复轧制,每次轧制的压下量控制在 10%–30%,逐步将厚度减至目标尺寸(冷轧成品厚度可薄至 0.1–3mm);
多道次轧制:单次轧制的压下量有限,需通过多道次轧制实现大幅减薄,每道次轧制后若材料加工硬化严重,需再次进行退火处理;
张力控制:轧制过程中需施加稳定的前后张力,一是防止钢带跑偏,保证板形平直;二是降低轧制力,减少轧辊磨损,提升表面质量。
2.主流冷轧设备
单机架可逆冷轧机:适用于小批量、多品种生产,可实现往返轧制,灵活性强;
多机架连续冷轧机(如 5 机架、6 机架):适用于大批量生产,钢带连续通过多个机架,效率高,尺寸精度更稳定。
三、 冷轧后精整工序
冷轧后的不锈钢卷还需经过精整处理,才能成为合格成品。
1.成品退火
冷轧过程中不锈钢会发生加工硬化,硬度升高、塑性下降,需通过成品退火消除应力,恢复塑性和韧性。退火温度根据不锈钢牌号调整,例如 304 不锈钢退火温度约为 1050℃,保温后快速冷却(如水冷),避免析出碳化物影响耐腐蚀性。
2.酸洗与表面处理
退火后表面会再次产生氧化皮,需二次酸洗;根据客户需求,还可进行抛光(2B 面、BA 面)、拉丝、覆膜等处理,提升表面光洁度和防刮伤能力。
3.平整轧制
对退火后的不锈钢卷进行小压下量(1%–3%)轧制,目的是:
矫正板形,消除浪边、翘曲等缺陷;
调整表面粗糙度,满足不同应用场景需求;
稳定力学性能,保证同批次产品硬度、强度的一致性。
4.分卷与检验
进行分卷、剪切,将大卷切成客户需求的宽度和重量,并通过尺寸检测(厚度、宽度、平直度)、性能检测(硬度、抗拉强度)、表面质量检测,合格后包装出厂。
四、 冷轧不锈钢卷的核心优势
尺寸精度高:厚度公差可控制在 ±0.01mm 以内,板形平直,满足精密加工需求;
表面质量优:可获得光洁的 2B 面、镜面 BA 面等,无需额外打磨即可直接使用;
力学性能好:通过加工硬化可提升强度,同时退火处理可兼顾塑性和韧性,适配不同工况。
五、 关键工艺控制难点
板形控制:冷轧易出现浪形、瓢曲等缺陷,需通过优化轧辊凸度、张力参数和平整工艺解决;
表面缺陷预防:需严控轧辊光洁度、酸洗工艺和轧制环境,避免产生划伤、麻点、氧化色等问题;
牌号适配性:不同不锈钢牌号(如奥氏体 304、铁素体 430、双相钢 2205)的塑性和加工硬化特性不同,需针对性调整轧制参数和退火工艺。
上一条:
没有了
下一条:
探测设备部件为何需要用到不锈钢带
【相关文章】



-
联系我们
CONTACT
-
 服务热线:0512-52420862
服务热线:0512-52420862
-
 公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询